
Submitted ByEdit Dates
Date Uploaded: January 18, 2013, 9:08 pm Last Edited: December 13, 2015, 11:04 pm |
 Add to Add toSite Favourites Print this Article |
Springback
Article © MAIL User: Chainmailbasket_com
Springback:
Springback, in chainmail terms, is the tendency of a coil to release the energy applied to it during the coiling process. The result of this is an increase in the inner diameter of the rings being produced from the size of the mandrel used to produce them. Throughout this article, specific ring types will be referenced, listed by wire diameter (WD), mandrel diameter (MD), measured inner diameter (ID), and metal type. These are all rings from my collection that I have personally coiled, cut and measured. The complete list of measured rings can be found on my website Chainmailbasket.com under Rings. In this article, I've provided both imperial and metric measurements for each referenced ring type for increased reader compatibility.
Quantifying Springback:
Springback can be measured in a few ways. One is the difference of the measured inner diameter of a ring and the size of the mandrel. The result is expressed in decimal inches or millimeters.
ring example:
304 1/2 hard stainless | WD: .048" (1.2mm) | MD: 3/16" (4.76mm) | ID: .207" (5.26mm)
(ID - MD)
=.207" - (3/16")
=.207" - .1875"
=.0195"
or
5.26mm - 4.76mm = 0.50mm
These rings are .0195", or 0.50mm larger than the mandrel diameter.
A second way of expressing springback is by percentage.
Using the same ring type, and applying division instead, we find the percentage of springback:
(ID / MD) - 1
(.207 / .1875) -1 = 0.104
Since this is a ratio, metric values yield the same result
(5.26 / 4.76) -1 = 0.105 (the .001 difference is due to rounding).
The ID of these rings is approximately 10.4% larger than the mandrel diameter.
Low Springback:
A few examples of springback on the lower end of the spectrum include rings made out of dead soft (electrical) copper and galvanized steel fence wire.
soft copper | WD: .064" (1.6mm) | MD: 1/4" (6.35mm) | ID: .261" (6.63mm):
(.261 / .250) - 1 = 0.0440
4.40% springback
galvy | WD: .062" (1.57mm) | MD: 5/16" (7.94mm) | ID: .332" (8.43mm):
(.332 / .3125) - 1 = 0.0624
6.24% springback
Keep in mind, that harder tempers of each of these metal types would yield more springback.
High Springback:
Conversely, a few examples of very high levels of springback are found in titanium, and high AR stainless steel rings.
304 1/4 hard stainless | WD: .025" (0.63mm) | MD: 3/16" (4.76mm) | ID: .233" (5.92mm) (this ring type has an AR of 9.3, which is relatively high):
(.233 / .1875) - 1 = 0.243
24.3% springback
titanium (unknown alloy/hardness) | WD: .015" (0.38mm) | MD: 1/16" (1.59mm) | ID: .075" (1.905mm) (I thought I knew springback until I started working with this ridiculously tough material):
(.075 / .0625) - 1 = 0.20
20% springback
Ring Cutting Considerations:
One important thing to consider is that the measured ID of a ring will be partially affected by the ring cutting process. The shear, pinch cut, and score-n-break methods will not cause a great deal of difference, however if you mark part of the coil, or observe the opposite, cut end, you will probably find that it gradually shifts a certain way as you cut rings off it. Rings which are saw (flush) cut, will have had some of the material removed from the blade, which will vary by size according to the blade width, yielding a kerf. Since the same amount of material is removed during the saw cutting process, regardless of ring size, a larger percentage of material is removed with lower AR rings, adding another variable to the mix. To sum it up, any ring measurements taken will not be solely springback-related, they also take cut type into account. Of course, it should also be said that rings need be closed consistently and properly to achieve desired and useful measurements.
In this article, what are referred to as "springback" values are actually ring size differences. I refer to them as springback values for simplicity sake. Since none of the rings were saw cut, the degree of difference between the coil size and ring size are fairly negligible.
A true measure of springback would require measuring the inner diameter of the coil instead of that of the resulting rings, and this would need to be done in at least a few random places on the coil, averaging the values received. By removing the ring cutting variable, the measurements are strictly springback-related.
Springback Factors:
The amount of springback on a given batch of rings will vary according to several factors which include:
- the metal type/alloy/temper (hardness),
- batch variance,
- ring size (wire and mandrel diameter), and
- the winding process used.
Metal Type:
Galvanized steel offers fairly low amounts of springback. Generally around 6 - 7% for a lot of the 16 gauge (.062" (1.57mm)) and 14 gauge (.080" (2.03mm)) fencing wire picked up at farm supply stores by the 1/4 or 1/2 mile spool, although I once had some 17 gauge, which corrected to .057" (1.45mm) that was a little bit harder than the usual stuff, which yielded springback levels of around 7 - 9%.
Copper, a very malleable metal, experiences very little springback. The amount will vary depending on the wire hardness. Dead soft copper provides among the lowest amounts of springback of the commonly used metals, with levels generally ranging between 4 - 7%. Harder copper, anywhere from 1/2 hard to full hard yields springback levels, slightly higher in the 6 - 8% range. Due to this metal's general lack of strength, I have all but avoided producing higher ARs in copper, never having surpassed an AR of 4.1 for dead soft, but going as high as a still fairly moderate AR of 5.8 with full hard. I don't envision a drastic springback increase if much higher ARs were used, based on copper's overall malleability and weakness.
Springback amounts experienced with the commonly used copper alloys, in wire sizes: .025" (0.635mm), 032" (0.81mm), .048" (1.22mm), .062" (1.57mm), and .080" (2.03mm), are generally ranked from least to most in the following order: (the alloys listed are those which The Ring Lord chainmail supplier offers (including the C260 version of brass which has since been discontinued and replaced with a weaker (although they claim otherwise) C226 alloy):
bronze (C510 1/2 hard): 7 - 12%,
nickel silver (C745 1/2 hard): 8 - 13%,
then brass (C260 1/2 hard): 9 - 14%.
Changing the alloy and hardness of any of these metals can (sometimes greatly) affect the amount of springback. One example of this includes .035" (0.89mm) bronze wire I still have a small amount of, which is slightly darker than the The Ring Lord's usual C510 1/2 hard stuff. I procured this material back in 2003 to use for making chess pieces, and don't recall any alloy/temper information, although it very well could be, and most likely is silicon bronze. Springback levels for this material at this size range from 12 - 21%.
Harder tempers of brass are known to have a lot of springback, but the C226 (jewelers) 1/2 hard brass that TRL now offers (which replaces the discontinued C260, yellow brass), in smaller (.025" (0.635mm) and .032" (0.81mm)) sizes, at least (these are the only sizes I've personally used to this point), yields quite low springback levels ranging from 4 - 8%. Dead soft tempers of the copper alloys will, of course, produce smaller amounts of springback, I've experienced around 7% and 9% with nickel silver in WD: .032" (0.81mm) MD: 1/8" (3.17mm), and WD: .050" (1.27mm) MD: 3/16" (4.76mm), respectively.
Being a harder metal, stainless steel usually produces large amounts of springback, in the 9 - 15% range. Again, alloy and hardness cause differences. The most common stainless alloys used in chainmail are the 300 series, and seemingly, the higher the alloy number (provided the temper is consistent), the more springback is received. Purchased at a welding supply store, some .035" (0.89mm) 308 alloy stainless wire I originally used in the chess pieces for my first set, tended to offer springback levels of 14 - 18%. This ample amount of springback nicely complimented the (12 - 21%) (silicon?) bronze of the same size mentioned in the last paragraph. Some .045" (1.14mm) 316L stainless wire I once had 10 pounds of provided springback levels of 15 - 22%. Once I used this up, I replaced it with the 308 alloy of the same WD, which generally yielded inner diameter differences of around .010" (.25mm) in most given sizes, and thus springback levels about 6% lower. (Edit: I have later found that welding stainless steel is of harder tempers than the 1/4 hard TRL stock I have become very accustomed to, so this -might- explain the higher springback levels.)
The only non-300 series alloy of stainless steel I've used is 410 1/4 hard in a wire size of .028" (0.71mm). The rings from this wire produces very low springback levels of 5 - 8%. Is this consistent with the 400 series of stainless alloys? I can't help but wonder.
"Bright" aluminum, i.e. 5356, 5556, 5183, and similar alloys are always preferred in full hard temper for chainmail use, as soft aluminum is very weak. Springback is fairly consistent with this material, with average springback levels of 7 - 11%, and in some cases lower, as with some of the lower AR rings.
The only titanium rings I've produced so far were made from the only size I have of this material in wire form (as of this writing): .015" (0.38mm), wound on all my available mandrels from .040" (1.0mm) up to .072" (1.8mm). Unfortunately I don't have any alloy information on this wire, but it has some serious bite to it, yielding springback in the very wide, and relatively high range of 15 - 27%. The springback spectrum with this material, as it increases with the mandrel size being used is the highest I've ever experienced.
Batch Variance:
When a wire type runs low and the chainmailler replaces it, the wire they receive will (very likely) come from a different batch, even if the wire comes from the same source. There can be small differences in the material which will affect its springback amount. I've seen this with the latest .080" (2.0mm) bright aluminum wire that I obtained, which yields springback levels that are on average 1 - 2% lower than the last batch of the same material type and size I had (from the same supplier). Also, in 2008 I started running low on .063" (1.6mm) 304 1/4 hard stainless. I obtained 30 pounds of new stuff to replace it (which measures slightly smaller at .062" (1.6mm, also) (damn significant digits!)), supposedly of the same alloy/temper. I replace ring types one at a time as I use the old ones up, and noticed that the newer stuff yields springback levels of around 7.6 - 9.6% (of the five types I've produced so far), vs. 8.3 - 10.7% found on the older stuff in the same ring size range.
It's important to consider the source of the wire, as sometimes there is the possibility that certain alloy/temper information provided could potentially be incorrect, or incorrectly communicated.
Ring Size:
Ring size contributes to springback quite a bit. The size of the wire of a specific material type generally shouldn't be much of a factor, however mandrel size definitely is, but also important is the relationship between the two. As the mandrel size, and resultant AR for a given metal type and wire size is increased, so is the amount of springback received. The spectrum of difference between the amount of springback of smaller rings vs. larger ones (of a given metal type and wire size) increases synonymously with the hardness of the materials Since not every batch of rings is exactly the same, and since there is a slight mandrel size tolerance with my set, the springback percentages, as listed on the ring list at my website (Chainmailbasket.com) don't always increase exactly synonymously with mandrel size, but they do generally increase overall as the mandrel size increases.
A few hard metal type/temper springback variance examples include:
304 1/4 hard stainless | WD: .025" (0.635mm) | MDs sized .057" (1.4mm) - .080" (2.0mm) (ARs of 2.6 - 3.6) provide 12 - 14% springback, whereas with mandrels sized 19/128" (3.77mm) - 3/16" (4.76mm) (ARs 7.2 - 9.3), using the same material type provide springback levels of 21 - 25%.
titanium (unknown alloy/temper) | WD: .015" (0.38mm) | MDs sized .040" (1.0mm) - .072" (1.8mm) (ARs of 3.1 - 6.1) increase in springback amounts from 15 - 28%
A few soft metal type/temper springback variance examples include:
Soft copper | WD: .080" (2.0mm) | MDs: 7/32" (5.56mm) - 9/32" (7.14mm) (ARs 2.9 - 3.7) vary in springback from 4.7 - 6.4%.
Brass C226 1/2 hard (it's difficult for me to believe this is 1/2 hard) | WD: .025" (0.63mm) | MDs: 1/16" (1.59mm) - 7/64" (2.78mm) vary in springback from 5.0 - 7.7%. This is an odd range, because its increases very inconsistently, much moreso than all of the other ring sets I've made.
Stainless is usually a hard metal, but the 410 1/4 hard (TRL-sourced) that I've used is very soft, WD: .028" (0.71mm), and in mandrel diameters from .075" (1.9mm) - 9/64" (3.57mm) (ARs 2.9 - 5.4), springback varied from around 6.1 - 7.9%.
Taken from my ring list, these two tables show a small springback range vs. a wide one:
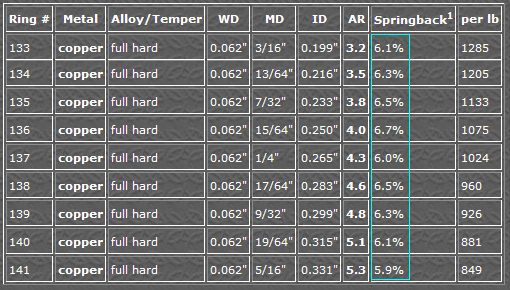
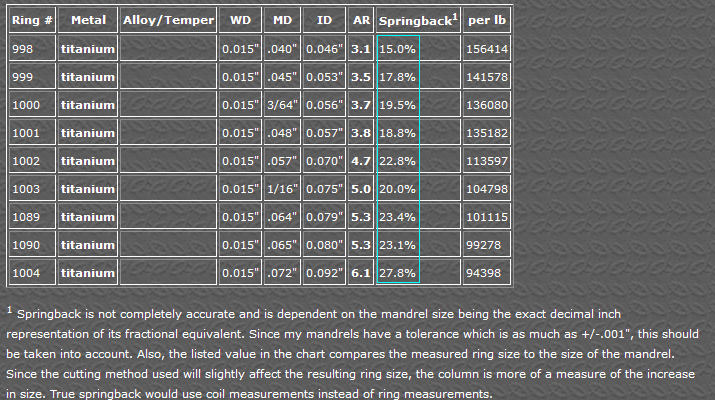
(Please note that significant digits were not properly used in all cases in these tables.)
Even with the copper being full hard temper, there is still very little springback difference realized when comparing the lower to higher ring sizes.
Titanium, on the other hand, yields a large range.
Winding Process Used:
The amount of tension placed on the wire during the winding process can affect springback amount. I haven't personally explored this at all, but some chainmaillers have had a little bit of success controlling the resulting IDs (and thus AR), by controlling the tension. This is a very advanced way of refining ring sizes, and requires some kind of tensioner to be added to the mandrel setup.
Most chainmaillers who produce their own rings will consistently use the same coiling process, applying the same approximate amount of tension with each coil produced, but most chainmaillers don't need their rings to be extremely fine-tuned anyways. However, in advanced applications where a more precise ring set is desired, or required, e.g. that which would bring the resultant ARs to a second decimal point of precision, controlling the coil tension might help. In this case, I highly recommend using a cutting method that provides the highest quality of rings, which would be saw cut ones produced on properly functioning equipment.
Coiling/Safety:
Springback is a safety concern for chainmaillers who produce their own rings. When a coil is being wound, the longer it gets, the more potential energy is put into the coil.
When one is coiling, either by hand, or using a drill and the wire being worked with nears its end, the pressure built up causes the short, uncoiled portion of wire that is sticking off the end of the coil to lash back several revolutions until it reaches its post-springback destination. This process happens in a matter of mere seconds. It's very bad to have a thumb or finger in the way if this happens as it the wire can sometimes even cut into flesh if it's springy enough.
It's a good idea to make coils from a spool of wire so that you rarely run into getting to the end of the wire when coiling (only when the spool runs out). Once the pressure is relieved on a coil, when the wire is snipped, it will spring back to its desired state. With springy materials, this is met with a sound. The intensity of the sound that is made is synonymous with the amount of springback experienced. The pictures below show the end of a coil of 309 stainless steel | WD: .035" (0.89mm) | MD: 13/64" (5.16mm), which resulted in 19% springback, before and after the wire was snipped:


When hand winding hard materials, and a lot of pressure is built up, if you let go of the mandrel's handle, it can potentially spin (whip) back around and strike the back of your hand. This is very painful, so try not to let it happen.
Closing Rings:
Springback affects the process of closing rings in a few ways. Increased springback requires an increased amount of over correction when closing rings to get a proper closure. Even with rings made of soft materials, when one closes a ring they need to extend the butted ends slightly past each other, after which they will 'spring back' to closed ring form. Rings with a lower AR of a given material type and wire size are stronger. This causes them to be harder to close. Rings become easier to work with as the ID and AR are increased, but with harder materials this stops at a certain point (the point of diminishing returns, so to speak), above which the rings become harder to close perfectly, due to the larger amount of over correction needed to cause the butted ends to spring back to their desired, perfectly closed state.
Confusion and Annoyance:
When a specific ring type is used and it is of the minimum AR for a certain weave type, and then the same weave is attempted in a different material which offers lower amounts of springback, but produced of wire and on a mandrel of the same size, the weave simply doesn't work because it's too tight.
One example of this is if 304 1/4 hard stainless steel | WD: .063" (1.6mm) | MD: 1/4" (6.35mm) | ID: .274" (6.96mm) rings with an AR of 4.3 are used to make European 6 in 1 at its minimum AR. If one attempts to make this weave with rings of the same listed size in a metal with springback levels, of say, 3 - 4% lower, the weave will not work, as the AR will be bumped down to about 4.2. This is just one example, but this can happen with any weave or ring connection type.
Springback differences can negatively affect inlays (which are most commonly done in European 4 in 1). If springback causes a great enough difference in the size of two or more metal types that are used in an inlay it can cause parts of the inlay to sag.
Opinions:
During the writing of this article, I asked a few fellow maillers their opinions on springback and here is some of the feedback I received:
Tarazed: "I know that it's annoying when making an inlay in stainless and titanium... the areas with more titanium sag slightly below the others.", in reference to her Hover inlay.
lorraine: "It varies by who you buy the wire from. I try things in soft copper first so that I can find the AR I want first. Then I worry about springback in the metal I eventually want to use."
Yersinia: "I use soft metals so I don't worry about it all that much."
cshake: It's "hard to accurately predict". In a conversation with him, he mentioned the desire to find (and eventually did) an equation for it.
Cynake: "Trial-and-error."; "It's the most reliable method. I don't trust the math to work out perfectly enough, even if there was an algorithm for it. Nor in most cases could I use the math faster than I could ballpark it on a trial and error."
Conclusion:
Springback is a phenomenon that most chainmaillers will experience, and definitely if they wind their own coils. Springback is not consistent between different material types, and is also affected by the ring size and coiling tension applied during the coiling process. Increasing the ring size (mandrel diameter) being made increases the springback amount, especially so with harder metals. The effect of springback adds a degree of challenge to hobby.
Springback can be measured and is best expressed as a percentage of the difference between the inner diameter of a ring, and the size of the mandrel on which it was wound. The calculated value will not completely reflect springback, as it is partially attributed to the cutting method used to produce the rings.
There is no easy way to predict how much springback will be experienced when coiling, and sometimes it causes one the need to use trial and error to produce rings of a specific AR.
In some cases springback can cause frustration. Certain weaves or connection types might work well with one ring type, but yield undesirable results when the "same size" ring of of another metal type is used. Using more than one metal type in the same project can cause weave density inconsistencies. For example, even small differences in ring ID, due to springback can cause parts of an inlay to sag.
Springback doesn't necessarily need to be controlled. A good selection of mandrels in tight increments will satisfy the most savvy of chainmaillers. However, those who require very fine tuned ARs can experiment with tension control during the coiling process.
For some maillers, I'm sure a lot of the information in this article will not be overly useful, but simply to understand and be made aware of springback and how it affects chainmail construction is important.
Original URL: http://www.mailleartisans.org/articles/articledisplay.php?key=644
